
Lið okkar málmfræðinga og verkfræðinga mun tryggja að þú hafir fullkomið sjálfstraust vörunni sem fylgir.
Skoðunar- og prófunarstofur okkar bjóða upp á málmfræðilega, vélræna, víddar, efnafræðilega prófun osfrv.
Við munum sérsníða eftirlits- og prófunarreglur til að uppfylla kröfur þínar. Gæðaáætlanir okkar eru allt frá venjubundnum prófunum til fulls skjalfestra sannprófana og rekjanleika.
Við bjóðum upp á heill svíta af eyðileggjandi og ekki eyðileggjandi prófum þar á meðal:
1. Samræmd mælivél CMM
2. Geislamynd
3. Skoðun segulagna
4. Deildarskoðun
5. Litgreiningarefnafræðileg greining
6. Togprófun
7. Þjöppunarpróf
8. Beygjuprófun
9. Prófun á hörku
10. Málmfræði
Efnasamsetningagreining
Eftir að hráefni er brætt í bráðið stál. Við notum litrófsmæli til að prófa efni bráðins stáls áður en það er steypt til að ganga úr skugga um að vörurnar hafi rétta stálstig.


Víddarskoðun
Málsskoðun byggist á teikningunni til að mæla hvort steypustærðin sé innan vikmarka, til að finna villu í lögun og vídd. Að auki ætti að athuga nákvæmni staðsetningar vinnslustigs, dreifingu vinnslustyrks og fráviks á veggþykkt.
Athugun á segulagnum (MPI)
MPI er prófunarferli sem ekki er eyðileggjandi (NDT) til að greina yfirborð og grunnt ósamræmi við undirlag í járnsegulefnum eins og járni, nikkel, kóbalti og sumum málmblöndum þeirra. Ferlið setur segulsvið í hlutann. Verkið má segulmagna með beinni eða óbeinni segulmögnun. Bein segulmögnun á sér stað þegar rafstraumurinn fer í gegnum prófunarhlutinn og segulsvið myndast í efninu. Óbein segulmögnun á sér stað þegar enginn rafstraumur fer um prófunarhlutinn en segulsviði er beitt utan frá. Segulkraftalínurnar eru hornréttar á stefnu rafstraumsins, sem getur verið annaðhvort riðstraumur (AC) eða einhvers konar jafnstraumur (DC) (lagaður AC).


Ultrasonic Testing (UT)
UT er fjölskylda prófunaraðferða sem ekki eru eyðileggjandi sem byggjast á fjölgun ultrasonic bylgja í hlutnum eða efninu sem prófað er. Í flestum algengum UT forritum eru mjög stuttar ultrasonic púlsbylgjur með miðtíðni á bilinu 0,1-15 MHz, og stundum allt að 50 MHz, sendar í efni til að greina innri galla eða til að einkenna efni. Algengt dæmi er mæling á þykkt ultrasonic, sem reynir á þykkt prófunarhlutarins, til dæmis til að fylgjast með tæringu lagna.
Harka próf
Harka er hæfni efna til að standast þrýsting harðari hluta í yfirborð þeirra. Samkvæmt mismunandi prófunaraðferðum og aðlögunarhæfni er hægt að skipta hörku einingum í Brinell hörku, Vickers hörku, Rockwell hörku, ör Vickers hörku osfrv. Mismunandi einingar hafa mismunandi prófunaraðferðir, sem henta fyrir mismunandi efni eða tilefni með mismunandi einkenni.


Geislapróf (RT)
(RT eða röntgen eða gammageisli) er aðferð sem ekki er eyðileggjandi próf (NDT) sem kannar rúmmál sýnis. Röntgenmyndataka (röntgenmynd) notar röntgengeisla og gammageisla til að framleiða röntgenmynd af sýnishorninu sem sýnir allar breytingar á þykkt, göllum (innri og ytri) og upplýsingar um samsetningu til að tryggja sem best gæði í aðgerð þinni.
Vélrænt eignapróf
Fyrirtækið okkar er búið 200 tonnum og 10 tonna togvél. Það er hægt að nota til að prófa vélrænni eiginleika sumra sérvöru.

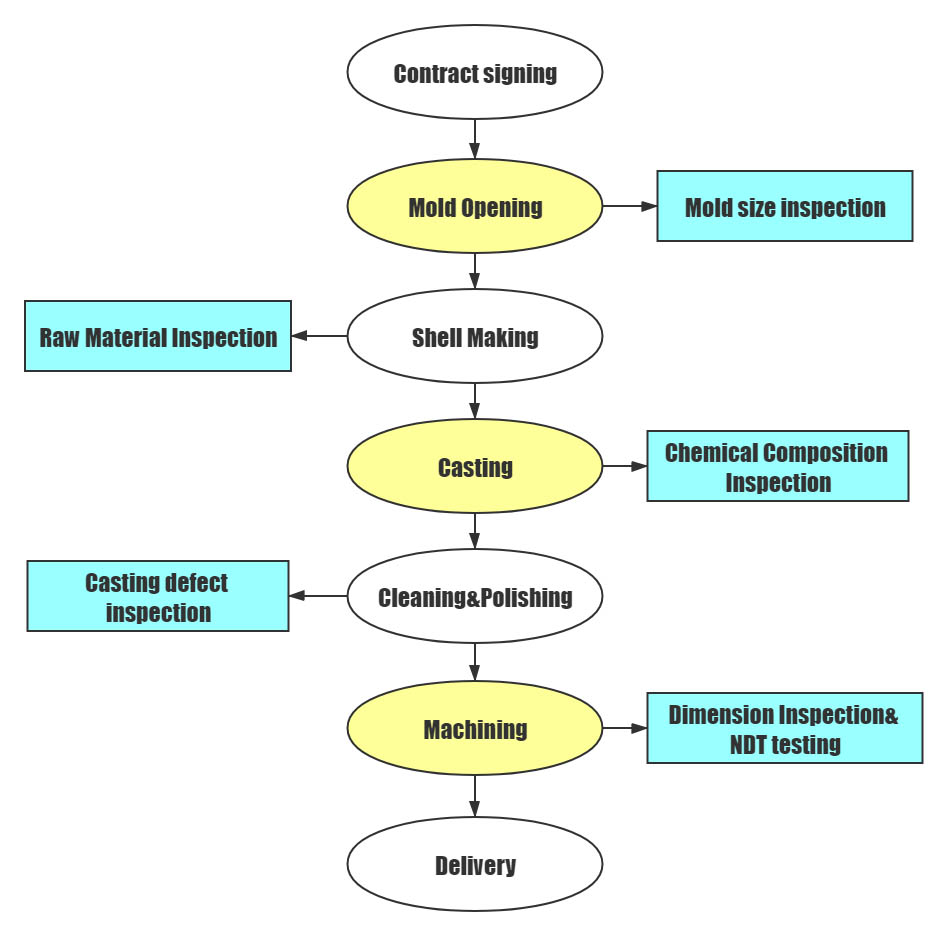
Flæðirit fyrir skoðun
Hágæða, núll galli er markmiðið sem við leitumst alltaf eftir. Staðfesting viðskiptavina er drifkrafturinn í stöðugum framförum okkar. Eftir að hafa upplifað meira en áratug alþjóðaviðskipta höfum við bætt verulega gæðastjórnun steypu. Undanfarin ár höfum við aukið mikið af háþróaðri prófunarbúnaði eins og 200/10 tonna togprófunarvél, Ultrasonic prófunarbúnað, segulmagnaðir agna prófunarbúnað, röntgengeislabreytibúnað, tveir efnasamsetningagreiningartæki, Rockwell hörkuprófari og svo framvegis .